


ATS -对准转向站
安装镜头、镜头组的高精度定心、对中、加工
在对准车削过程中,产生所装球形透镜、非球面透镜和柱面透镜的座边和凸缘面,使座的对称轴与透镜的光轴重合。UV或IR透镜也可以高精度加工。ATS对齐车削机结合了经过验证的OptiCentric®浓度测量系统采用超精密车削机。这使得在加工支架时可以调节和控制所有相关参数,例如支架的直径或镜头与支架接触面的距离。高精度的偏心测量和极其精确的安装处理,避免了整个光学系统中繁琐的迭代调整步骤。在测量和处理过程中,直观的操作结果与操作员无关。

多才多艺的
所有ATS校准转向站都适用于各种样品和应用。新样品的设置和调整在短时间内完成。

制造精度高

高盈利能力
精简的流程,特别是在后续的镜头组装过程中,提高了生产效率。
产品概述
100年美国胸科协会
紧凑的对准车削站

ATS 100优化用于加工直径不超过100毫米、重量不超过3公斤的透镜系统。
-
自动对准卡盘
-
可重复制造,重复性优于2.5µm
-
集成芯片萃取,易于清洗
-
适用于周期时间优化的大批量加工
200年美国胸科协会
高精度定位车削站

ATS 200是专为加工中批量生产的中小型镜头而设计的。
-
可选配静压主轴
-
自动调节卡盘
-
优化的花岗岩底座,具有良好的刚度和热稳定性
-
可重复制造,重复精度优于1.0µm
ATS 200 UP是ATS 200的一个变种,具有相同的基本结构。使它与众不同的是
使用极稳定的主轴与静压轴承支撑。这甚至增加了它的刚性
更多并提供出色的阻尼,确保可以达到优于0.5微米的高精度要求。
特别的解决方案
适应您的需求

实现尽可能最好的制造工艺通常需要考虑工件、试验室、外围和要求等个别情况。该过程的自动化通常也是一个挑战。这只是TRIOPTICS专业技术的另一个例子。
自动化
通过在ATS中增加一个机器人进行自动装卸,可以进一步提高效率。该机器人直接集成到工艺中,因此在光学元件插入后,ats特定的制造过程就可以无缝启动。

400年美国胸科协会
ATS 400是目前ATS家族中最大的对准转向站。它是专门为半导体行业的要求而开发的,因此设计用于加工具有最高精度的大而重的透镜。
280年美国胸科协会
ATS 280也是半导体工业的一种适应。更大的单元也可以在这里处理。然而,为了在ATS 200仍然很小的占地面积上实现这一点,一些不需要的选项被省略了。
应用程序
你提高效率的转折点
完美的解决方案,安装镜头的调整自由组装
由于其通用的设计和通用的计量选项,校准转弯站ATS可以处理所有安装的镜头和镜头组件,包括那些红外和非球面镜头或无法胶合的安装单元。当谈到提高效率时,选择总是落在ATS身上。在这里,该系统不仅在批量生产方面表现出色,而且在定制镜头的制造方面也表现出色。
软件
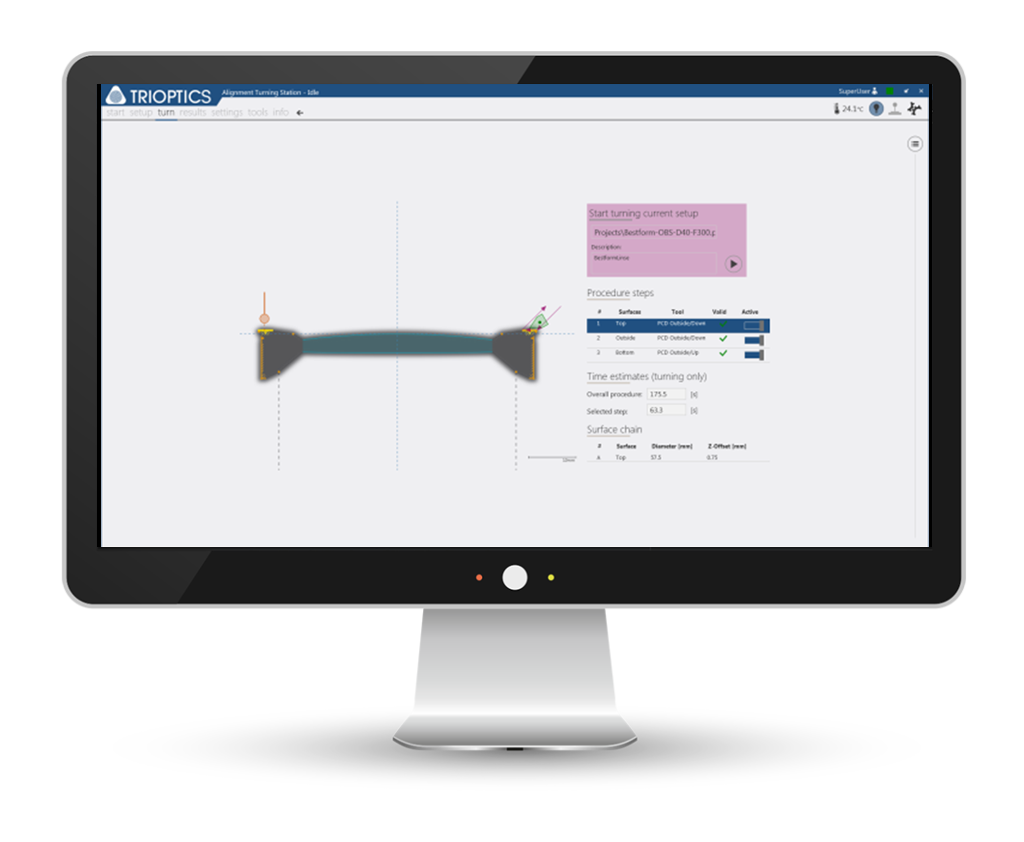
ATS控制
一个软件的所有测量和生产过程
ATS控制将机器功能的操作与定心误差和校准的测量程序结合起来。用户被引导一步一步,无论是在建立样品几何和执行处理程序。该软件持续监测生产过程的结果。

技术数据
| 参数 | 100年美国胸科协会 | 200年美国胸科协会 | 在200以上 |
|---|---|---|---|
| 机器类型 | 矿物铸造底座 | 花岗岩框架 | 花岗岩框架 |
| 主轴 | 空气静压 | 空气静压 | 流体静力学 |
| 工件直径 | 可达100毫米 | 可达200毫米 | 可达200毫米 |
| Max。工件重量 | 3公斤 | 5公斤 | 5公斤 |
| 工件材料 | 黄铜,铝,nip -钢 | 黄铜,铝,nip -钢 | 黄铜,铝,nip -钢,因瓦,泰坦,钢 |
| 生产精度 | 可达< 2.5µm | Up tp < 1.0µm | 可达< 0.5µm |
| 维 (高x宽x深) |
约2.0米x 1.0米x 1.0米 | 约2.20米1.55米x 1.10米 | 约2.20米1.55米x 1.10米 |
| 重量 | 约。1400公斤 | 约。2500公斤 | |
| 类型 | 独立 | 独立 | 独立 |
升级及配件

- 空气静压主轴
- 静压主轴
- 触觉传感器

- 光学传感器
- 温度传感器
- 工件温度传感器
- 非球面传感器

- 第二个自准直望远镜
- 四重换刀器

- 头式换镜器

- 最小润滑
- 芯片提取
- 二维码阅读器
知识库
光学组件的测量和对准车削
对准转弯是唯一的方法,通过它所有相关的参数安装透镜可以对准,特别是两个顶点之间的间隙和接触面。
此外,还可以处理大量不同尺寸的细胞。最后,高精度车削机床实现了高达0.5 μm的优良生产精度。对中车削方法如下图所示(图3)。在对中车削中,首先将镜头单元固定在可调节的对中卡盘中,镜头就位。然后用OptiCentric®系统测量透镜光轴与主轴的位置。使用这个对准卡盘,然后对透镜进行对准,使其两个曲率中心尽可能靠近主轴的旋转轴。
然后旋转主轴,用锋利的(金刚石)车刀加工电池的接触面,形成与主轴平行的精确加工表面。除了电池的外表面,也可以在车削过程中加工前后接触面。为了做到这一点,车刀是垂直于主轴而不是沿着光轴移动。
更多专家知识
这篇文章启发了你?你是否在寻求进一步的知识转移?
那么您可能对以下主题也感兴趣……

图1:光轴与筒体轴线不重合;镜头距离不正确
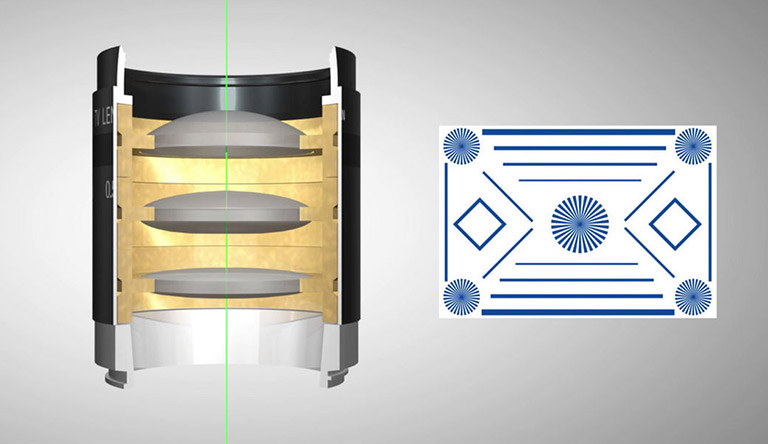
图2:光轴与筒体轴线重合,透镜距离正确
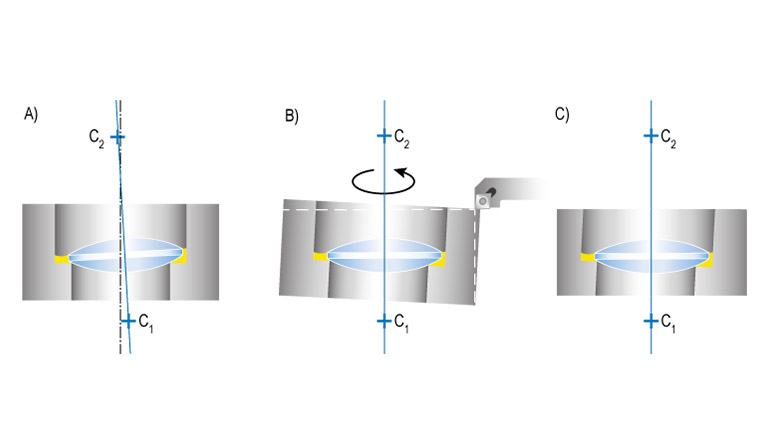
图3:对准车削过程A)确定镜头光轴,B)和C)对准镜头光轴,加工电池边缘使其与光轴平行
在对准车削过程中,透镜已经固定在单元中。这意味着具有很长固化时间的低应力胶粘剂可以用于高精度光学。同样,当可用的粘合剂不适合预期的应用时,透镜可以卷曲或用螺丝环固定。由于在工艺开始时透镜已经对准,当在与透镜光轴相对应的车削机上加工胞体时,透镜的光轴和胞体的机械轴是精确对准的。为了实现高精度,TRIOPTICS在其对准转向站中集成了额外的测量技术,以及高分辨率的自准直器。其中包括触觉和光学测试系统,以确保相关机械参数的高精度测量。这意味着最高的精度是通过渐进加工过程实现的,其中在每个加工步骤后检查单元精度。用于对准车削的单元在加工前不需要满足特别严格的公差。加工后,单元偏移量只需足够大,以满足所要求的公差。
从透镜顶点到上接触面的距离可以制造精度高达±0.5 μm。同样,可以制造出绝对精度为±2 μm的直径。选用合适的对准卡盘,剩余定心误差可减小到0.5 μm以内。此外,可以使用低相干干涉仪来测量机器上的中心厚度,从而可以制造相对于每个透镜顶点的高精度接触面。通过对准车削制造的多个安装透镜然后组装成一个物镜。在微米范围内的加工方法确保所有透镜彼此对准。这允许安装的透镜组装在一个管没有进一步的调整步骤